About products
Home / Q&A
-
Is it true that hardened materials can also be processed?
The gun drill has a history of processing holes for SCM (hardness of HRC40) at a grade of 5 and depth of 273 mm.
In addition, it can also process carburized and hardened materials at a grade of 3.5 and depth of 134 mm.
Please contact your nearest sales office for more information. -
What is the lifetime of a gun drill?
It depends on processing conditions, but the gun drill has an industry-proven track record of being regrinded and used at a processing rate of 150 to 200 pieces of SCM with a grade of 2.5 and depth of 100 mm.
-
What type of cutting oil should be used?
Please use a non-chlorine based cutting oil.
Suitable oils include Daphne Marg Plus GD-10 (Idemitsu Kosan). -
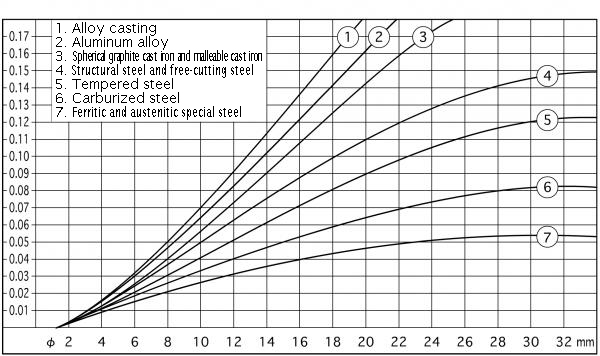
What are the cutting conditions of a gun drill?
Holes opened with the gun drill are drilled at a very high rotation speed, so the feed rate is relatively low.
The table below displays the general cutting speed and feed rate.Cutting speed (m/min)
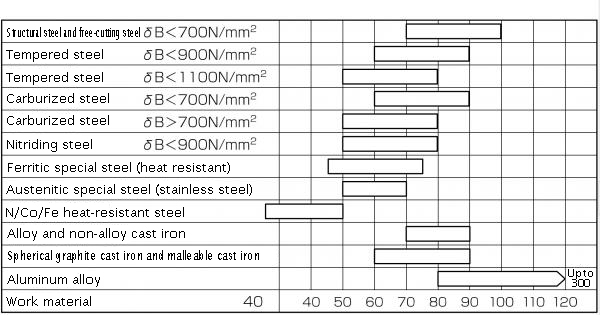
Feed Rate (mm/rev)
-
How curved is the hole?
Because the gun drill moves along the workpiece according to the guidance of pre-drilled holes, it can obtain superior straightness and off-center precision.
It depends on processing conditions, butIn addition, by using the Gun Feeder LR and rotating the workpiece in the opposite direction of the gun drill, it is possible to keep the off-center precision below 0.03 mm for lengths of 150 mm, which improves the off-center precision of the processing holes at each stage of the work.